Custom Game Board
Game board is the core part of tabletop game. At FUNWAY, we can produce different types: folded game board with precise hinge alignment, also rigid game board with multi-layer lamination.
We control the details that affect durability — grain direction, panel registration, flatness tolerance, surface protection. Our factory has rich experience in game board production, can provide stable quality and competitive price.
Board Size | Custom up to 600×900mm; common: 400×400mm, 500×500mm, 508×508mm (20×20in) |
|---|---|
Thickness | 1.5mm, 2mm, 2.5mm, 3mm (custom available) |
Material | Grey / white/ black/ Blue core board + art paper, chipboard, or rigid board. customization avaliable. |
Folding Type | Bi-fold, Tri-fold, Quad-fold, Z-fold, Gate-fold, etc. |
Surface Finish | Gloss varnish, matte varnish, glossy lamination, matte lamination, soft-touch |
MOQ | 1 for prototype or sample; 500+ for bulk |
Turnaround | Prototype: 5-7 days; Bulk: 15-25 days |



What Your Can Customize for Game Board
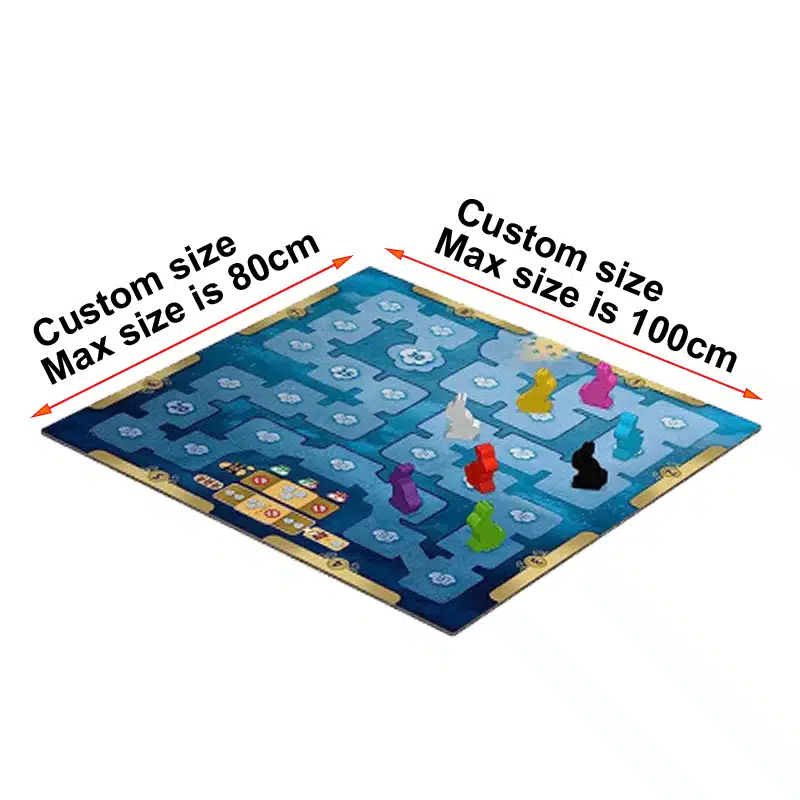
Custom Game Board Sizes & Dimensions
(23.62 × 35.43 in)
Maximum Custom Size
(15.75 × 15.75 in)
Common Size
(19.69 × 19.69 in)
Common Size
(20.00 × 20.00 in)
Common Size
Board size is not just visual—it defines fold structure, layout, die-cut, and packaging from the start. In production, we begin with the required play area, folding method, and target box size, not artwork preference.
The correct workflow is: play area first, fold pattern second, outer size last. Starting from outer size often leads to poor fold placement, unbalanced panels, or oversized packaging.
Many board game issues start at folding. Once size is fixed, fold options narrow, causing uneven panels, crowded areas, or inefficient packing. Fold, board, and packed size should be planned together early.

No-fold
A single-piece board with no folds. Used when the board is small enough to pack flat, or when adding a fold would disrupt the play area.

Bi-fold
A single center fold. The most common structure—simple, stable, and easy to pack without overcomplicating the board.

Tri-fold
Three panels with two folds. Used when a bi-fold is still too large, but panel widths must be carefully balanced to avoid narrow or awkward sections.

Quad-fold
A four-panel fold for larger square boards. Packs efficiently, but requires precise panel alignment and hinge construction to avoid visible center issues.

Six-fold
Fold structure, board size, and packed size should be planned together early, as they are difficult to fix after mounting and wrapping.

Puzzle-fold
Not a hinged board. Made of interlocking sections assembled on the table, ideal for unusual shapes or layouts that do not fold well.
High-Density Core Materials

The board core controls flatness and rigidity. Most game boards use high-density greyboard; if it is too light or soft, corners lift, folds weaken, and flatness degrades over time.
The core is then wrapped with printed litho paper to form the final board, ensuring stable opening, solid feel, and durability through repeated use.
Thickness Options
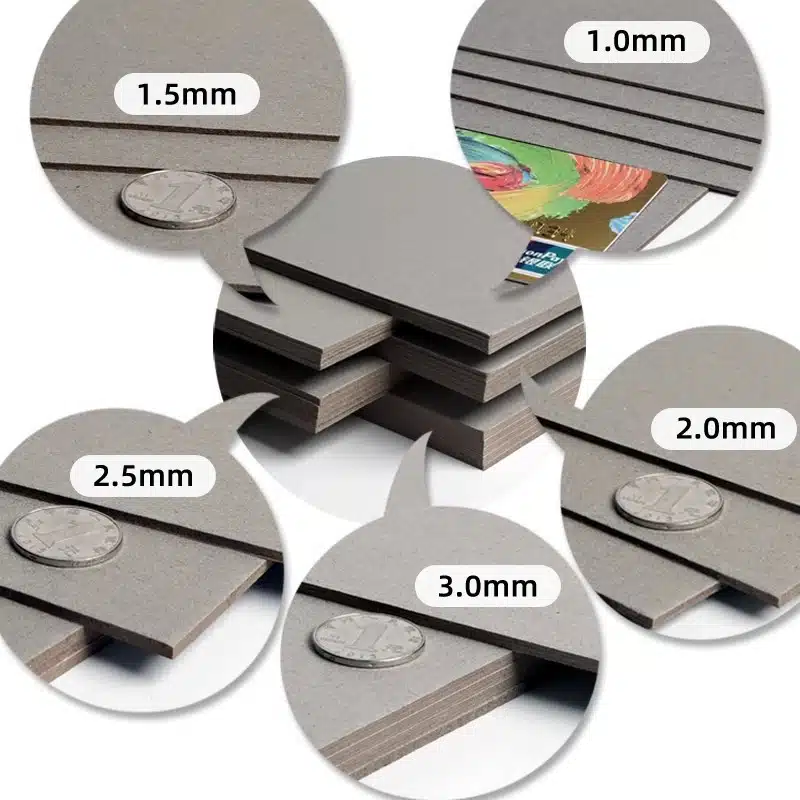
Board thickness affects stiffness, folding, edges, weight, and flatness. The right thickness depends on size, fold design, and packaging limits.
2.5 – 3 mm
For larger boards or a heavier table feel. More stable, but adds weight quickly.
1.5 – 2.5 mm
Used for lighter games or lower weight and cost, but not suitable for all board sizes or folds.
Custom Game Board Printing
For game boards, printing is not only about making the artwork look good on press. What usually matters later is whether the color stays even across the full board, whether panel alignment still holds after mounting and folding, and whether the surface can take normal handling without marking too easily.

Offset Printing for Large-Format Boards
All game boards are produced using high-resolution offset printing, optimized for large sheet sizes and complex folded board layouts. We produce game boards with offset printing because it is easier to keep large sheets and folded board layouts under control that way, especially when the board has multiple panels or printing on both sides.
We standardize color before each run, because color shift is one of the first problems people notice on a large board. If that part is not controlled early, the difference usually shows first at panel joins or around fold areas.
If some areas need more visual weight, gold foil, silver foil, or Spot UV can be added after printing. We normally treat those as controlled accents, not something to place freely everywhere. If they land too close to fold lines or hinge stress areas, cracking, lift, and surface wear become much more likely later.
Custom Game Board Finishes
Board finish is chosen based on real use—handling, storage, and tabletop conditions. Mockups can look similar, but in practice finishes differ in glare, wear, and cleanability, especially around folds. The choice is about durability, not decoration.

Matte Lamination
Matte lamination reduces glare and surface wear, making it a common default for board game. It improves readability on maps, text, and dark areas. Gloss can look brighter, but often reflects light during play, which can reduce clarity.
It also helps mask fingerprints, light wear, and fold-area marks better than gloss. It doesn’t prevent wear, but is generally more practical for everyday gameplay.

Glossy Lamination
Glossy lamination enhances color and contrast while adding a protective, easy-to-clean surface. It works well for bold, graphic-heavy designs.For maps, small text, or dense icons, reflections can reduce readability during use.
Gloss can cause glare under light, reducing readability. It improves visual impact and suits colorful, image-heavy designs, but is less ideal for information-dense boards.

Matte Varnish
Matte varnish is a cost-effective alternative to lamination. It reduces glare while keeping a more natural paper feel, suitable for simpler board game with moderate wear requirements.
It wears faster than lamination, especially on folds, edges, and high-touch areas, with marks and scuffs showing sooner. Used for budget or lighter boards, but not ideal for heavy retail use.

Linen Finish (Embossed Texture)
Linen is not a standard board finish. It is mainly decorative, adding texture while slightly reducing glare and hiding minor wear. It is not a performance-driven finish like cards coatings.
Linen is a style choice, not an upgrade. It adds a tactile, classic feel but can affect fine detail and flat colors. It should be chosen based on artwork direction, not default.

Soft Touch Lamination (Specialty)
Soft touch is a specialty finish used for a suede-like feel and premium presentation. It is chosen when surface feel and first impression are key.
It can show marks, oil, and edge wear more easily over time. Suitable for premium feel, but less ideal for heavy repeated use.
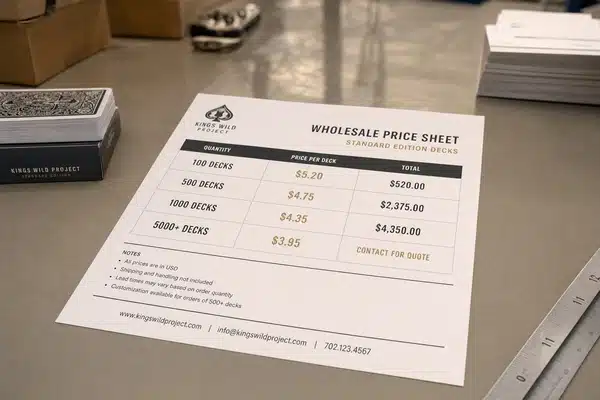
Transparent Pricing
Custom Game Board Pricing Examples
See real-world pricing examples for popular board game styles. Every project is unique. these estimates help you plan your budget before requesting a detailed quote.

Estimated Quote (1,000 units)
$1.5 – 3.0 / set
Lead time: 15-60 days
Standard Foldable Game Board
Portable fold-flat board for easy storage and travel
Component | Specification | Qty |
|---|---|---|
Game Board | Foldable 50×50cm | 1 pc |
Material | 2mm greyboard | / |
Printing | Full-color Print | / |
Finish | Gloss Lamination | / |
Structure | 4-panel Fold | / |

Estimated Quote (1,000 units)
$3.5 – 7.5 / set
Lead time: 15-60 days
Hexagonal Game Board
Distinct hex-grid board designed for strategic gameplay
Component | Specification | Qty |
|---|---|---|
Game Board | Hexagonal 60×60cm | 1 pc |
Material | 3mm greyboard | / |
Printing | Double-sided Print | / |
Finish | Matte Finish | / |
Structure | 6-panel Fold | / |
Understand Your Costs
Deep-dive guides to help you budget, plan, and avoid surprises.
Individual Component Pricing
Need a quote for just one component? Check individual pricing for each sub-service.
Ready to Get Your Exact Quote?
These are estimates. Your game is unique. Send us your specs and we’ll return a detailed, itemized quote within 24 hours.
Complete Custom Board Game Components
A board game is a system of interconnected components. At FUNWAY, we manufacture every element — from the board and box down to the smallest token — as one integrated production, not separate parts. Here are all the customizable components that go into a complete board game. And of course, you can choose to customize the whole or just a part of it.

| Folded or rigid boards up to 600×900mm with hinge alignment and surface finishing | |

| Telescope, rigid, and magnetic boxes engineered for fit and stacking strength | |

| Neoprene play surfaces and foldable player screens | |

| Cardstock selection, clean cutting, and coatings for stable shuffling | |

| PVC and resin figures with mold review and scale consistency control | |

| Precision dice in multiple materials, sizes, and custom face designs | |

| Player markers in wood or plastic with precise silhouettes and color control | |

| Map and terrain modules in cardboard, plastic, or acrylic | |

| Punchboard chips, wooden discs, and counters for scores and resources | |

| Metal coins, wooden resources, plastic pawns, standees, and specialty parts | |

| Printed paper essentials for rules, currency, and scorekeeping |
Every component above is manufactured through our integrated production system — from component mapping and engineering review through sampling and mass production. Learn more about our complete custom board game printing services.
Why Choose FUNWAY
We have been making cards, puzzles, and board games since 1999. Today we run a 16,000-square-meter factory with over 200 workers. We are a direct OEM/ODM manufacturer, not a trading company. We have finished 5,000+ projects and shipped 2.3 million+ products worldwide. You get factory-direct pricing and a team that knows this work inside out.
We handle everything from design to final packing. You can order 1 piece for testing or 10,000 for a full launch — we keep the same quality at any quantity.

CE – EN 71 
amfori BSCI 
ESTS FSC COC 
SGS FSC COC 
ISO 9001:2015 -
ASTM F963-17






















Why Bulk Buy From FUNWAY
Competitive Bulk Pricing

Factory-Direct Quality Control

On-Time Delivery Promise

1-on-1 Project Support

Trusted by Global Brands

Secure Payment & After-Sales
OEM / ODM Manufacturing Process

Step 1: Project Review & Component Mapping
We do not quote from a loose parts list. We quote from a complete product plan.
Before pricing, we map every component: board, cards, tokens, rulebook, insert, box, and accessories. We check how they fit as one packed set. This keeps the quote accurate. It also prevents surprises later in tooling, packing, and freight. We check:
Getting this order right keeps your project on budget and on schedule.

Step 2: DFM Check & Manufacturing Review
A bad sample usually starts from a design that was never checked for real production.
Before we build samples, we review your files for real-world manufacturing. We check dielines, bleed, safe zones, fold lines, card thickness, box depth, insert fit, and surface finish. We fix these issues before sampling:
If the packed set cannot close cleanly, changing the finish will not fix it. We fix the structure first.

Step 3: Sample Production & Approval
The sample is not a photo shoot. It is the production standard.
We build the first sample to test material feel, fold strength, color accuracy, box fit, insert tightness, and total weight. You review it. You approve it. This approved sample becomes the Golden Sample. All mass production is checked against it.
After this point, changes to board size, card stock, insert, or box depth will restart cost and lead time. We keep the sample stable so your bulk order stays on track.

Step 4: Tooling & Mold Setup
We open tooling only after the Golden Sample is locked.
Tooling covers die-cut tools for cards, boards, punchboards, inserts, and boxes. For special plastic parts, we may need molds or fixtures.
We never rush tooling while the design is still moving. Once the die is made, changes cost time and money. We wait for your final approval before cutting steel.
This protects your tooling investment and keeps the project on schedule.
Step 5: Pre-Production Validation
Small errors are cheapest to catch before the full run.
We run a small pre-production batch. We check color drift, cutting position, fold accuracy, board thickness, surface finish, and component fit.
If anything does not match the Golden Sample, we stop and fix it before using more material. This step saves both time and cost.
This is why we never skip pre-production validation.

Step 6: Mass Production & Assembly
A game is not done when the parts are printed. It is done when the box closes properly.
Cards, boards, Punchboards, rulebooks, boxes, inserts, wooden pieces, dice, and accessories have to work as one packed set. During assembly, we check whether the approved packing layout still makes sense at production speed.
This is critical for B2B orders. Your distributor receives finished goods, not loose parts. Every set must be packed clean, stack flat, and ship safely.
We control assembly so your goods arrive ready for shelf or warehouse.

Step 7: Final QC & Global Shipping
A perfect product can still fail if the carton is wrong.
Before shipping, we check carton count, sets per carton, gross weight, carton size, shipping marks, and barcode labels. We match everything to your purchase order.
For B2B and retail orders, we also check pallet markings and stack height.
Small direct shipments get standard export packing. We ship by DHL, FedEx, or sea freight with full tracking. Every order leaves our factory with correct paperwork.
Why This Process Matters
Most problems do not show up early. They show up after one wrong decision forces the next.
This process is not meant to slow you down. For simple projects, we keep it fast. For complex projects with many parts, retail rules, or tight deadlines, these checks protect you from costly rework.
Engineering & Stability

Structural Engineering & Long-Term Board Stability
A board may look fine on the sample and still move later. The trouble usually shows up after folding, packing, shipping, and storage. That is when bowing, weak hinges, lifted edges, or an uneven lay start to show. So we build for board game stability first, not print appearance first.
Core Material Stability & Anti-Warping Control: We use high-density greyboard because the core decides how stable the game board stays later.
Moisture Conditioning: Greyboard is conditioned before mounting. If moisture is off, the board is much harder to keep flat after shipping and storage.
Symmetrical Lamination Engineering: Both sides need to pull evenly. If one side pulls harder, stress stays inside the board and later shows as bowing, curling, or fold tension.
Post-Production Seasoning: After mounting and folding, boards are left to settle under controlled pressure before packing. This helps reduce later lift, bowing, and poor fold closure.

Precision Wrapping & Turned-Edge Craftsmanship
Board game edges usually tell you very quickly how well the board was built. If the wrap is loose, corners start taking damage early. If the paper is pulled too hard, the edge may look clean at first and still fail later. That is why edge wrapping is treated as a structural step, not just a finishing step.
Tight Corner Tucking: The wrap paper is turned tightly around the greyboard so the corners stay compact and clean. Loose corners are usually where edge lift and wear begin first.
Adhesive Chemistry Selection: The adhesive has to hold the wrap securely without turning brittle. If it loses flexibility, the hinge area and wrapped edges start breaking down much faster after repeated folding.
Texture Compatibility Calibration: Wrap papers do not all take pressure the same way. Smooth paper, textured stock, and linen wraps each need their own setting. If not, the surface is where the problem shows first—flattened texture, crushed fibers, or a wrap that no longer looks clean once it is mounted.

Folding Alignment & Hinge Engineering
On multi-fold game boards, hinge quality shows up as soon as the board is opened. If the fold placement is off, artwork breaks across panels, the center section stops reading cleanly, and the board may never sit properly on the table. This part is easy to miss in flat files, but very obvious on the finished board game.
Fold Alignment Control: Fold placement has to stay consistent across the full board. On maps, grids, roads, or any layout that runs through the center, even a small shift starts showing quickly once the board is opened.
Scored Hinges & Fold Clearance: Game boards are usually built with scored fold lines and controlled hinge gaps so the board can open and close without pulling the wrap too hard. That gap has to match the board thickness and fold style. If it is too tight, the hinge starts fighting the fold. If it is too loose, the board feels weak and the panels stop sitting cleanly.
Stress Relief at Fold Lines: The fold needs enough room to move. If that space is too tight, the trouble usually shows up around the hinge first—paper starts stressing, cracks begin to appear, the fold pushes back, or the board never really settles flat after opening.
Cost Drivers & MOQ Optimization
Core Thickness & Material Density
Core cost usually starts with thickness and density. Thinner boards use less material and are easier to process, so they work better for lighter games and tighter budgets. Once the core gets thicker and denser, cost rises with it—not only in material, but also in handling, weight, and board build.
Board Size & Folding Structure
Board size affects cost quickly, especially once the job moves beyond a standard bi-fold. Larger boards use more material, reduce layout efficiency, and often push the box size up as well. More folds also mean more scoring, more alignment work, and more chances for the fold area to become the weak point.
Surface Finishing Effects
Finish cost depends on how much protection and surface effect the board really needs. Varnish is usually the lowest-cost option. Lamination adds more protection, but also more cost. Linen, soft touch, foil, and Spot UV push the job further again because they add extra passes, tighter handling, and more process control.
Order Volume & Production Efficiency
MOQ matters because setup cost does not shrink with the run size. Small orders are still possible, but the cost per board stays higher because the setup work is not really any smaller. Once the quantity goes up, that setup burden is spread much more efficiently, and the unit price usually starts dropping in a more noticeable way.
Project Cases

Monopoly-Style Trading Game
A U.S. client brought this project to us in February. The game idea was already close to a Monopoly-style property trading game, but the physical parts were not ready for production yet. We made the first sample with a quad-fold board, paper money, pawns, dice and house tokens. The packing was adjusted once before the bulk order.
At the beginning we used standard game pieces first. No new mold at this stage. The client wanted to test the rules and artwork before putting more budget into custom parts. After sample approval, the same build went into a 3,000-set run. Before shipment, we also helped arrange SGS China testing for ASTM F963 / CPSC requirements for U.S. sales.

Clue-Style Mystery Game
A Thai client came to us with a mystery deduction board game idea. The rough direction was already close to a Clue-style game, but the physical parts were not ready for production. We helped fix the card groups and card quantity first, then prepared dieline templates for the cards, board and box.
The first images were made with AI, but some faces, rooms and board details were not suitable for direct printing. We helped the client find a designer in China to rebuild the artwork into printable files. Once the sample was approved, the same card count, board layout and packing structure was adopted for the bulk production.


FAQs about Custom Game Board
YOU MAY ALSO LIKE
Manufacturing Insights
Custom Board Game Pricing Guide (2026)
Wondering how much it costs to make a board game? Get real factory pricing examples ($4.5-$26/set), hidden shipping fee calculations,…How to Calculate the True Landed Cost of a Custom Board Game
Stop losing your crowdfunding profit to unexpected shipping bills. Learn how to calculate the true landed cost of a custom…Puzzle Materials: Blue core Cardboard Vs. Standard Cardboard
What material are puzzles made of? Learn about puzzle cardboard material from a real factory. We compare blue core, white…What to Prepare Before Requesting a Custom Board Game Quote
How to Organize Your Specifications Before Contacting a Manufacturer Requesting a custom board game quote should be a straightforward step,…